In this case, the designer should always take into consideration the length of the end mill that will be machined during the design process. A short end mill with a large diameter will provide the ...
In this case the designer should always take into consideration the length of the end cnc milling
January 17, 2022 -
5 minutes, 50 seconds
-
1,756 Views 0 Comments 0 Likes0 Reviews
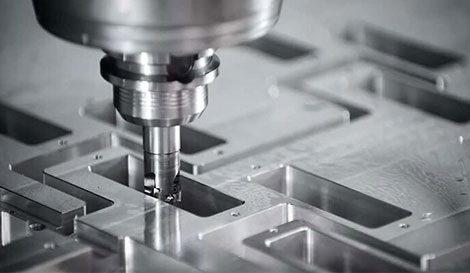
In this case, the designer should always take into consideration the length of the end mill that will be machined during the design process. A short end mill with a large diameter will provide the quickest machining time, resulting in the most efficient part possible.
The radius should be as large as possible, as this will allow for the use of large diameter tools, which will reduce the amount of time required for machining. As a general rule, the radius should be less than one-third the height of the structure.
As a rule of thumb, the radius should be less than one-third the height; for example, a 12 mm deep pocket should have an inner radius of at least 4 mm for a pocket that is 12 mm deep. Make use of an inner radius of at least 4 mm. Of course, it is also possible to make use of a more compact device. Of course, it is also possible to use a smaller inner radius, but the cost of the parts will rise in direct proportion to the smaller inner radius.
Of course, a smaller inside radius can be used, but the cost of the part will increase in proportion to the smaller radius. Be aware of the size of the tool you are employing.
Always keep the internal radius of the phillips slightly larger than the external radius; this will prevent the tool from rapidly expanding. increasing the amount of material it cuts at a rapid paceWhen it reaches the corner, the amount of material that is being cut will increase dramatically. If the diameter of the tool is exactly the same as the internal diameter of the phillips, the tool is considered to be identical. if the tool's diameter is exactly the same as the internal phillips radius, then when the tool is introduced, it will suddenly switch to a massive phillips radius. Ensure that the diameter of the rounded corner cut is as large as possible in order to ensure that the diameter of the rounded corner cut is as large as possible. Additionally, ensure that the height of the machine feature is less than or equal to four times the width of the machine feature.
Characteristics that are thinmachine tool manufacturing causes significant vibration during machining machine tool manufacturing causes significant vibration during machining, resulting in poor tolerancesAs a result, tolerances are low.
The finish on the surface. Wherever possible, increase the amount of reinforcement. Reduce the number of tall, isolated features. there are four tap holesA through hole is always preferable to a blind hole because it allows chips on the cutting line to be expelled from the body, whereas a blind hole does not allow chips from the cutting threads to be expelled. There should be no more than three times the diameter of the tap hole in the material.
Beyond this point, increasing the diameter strength by threefold does nothing more than make manufacturing more difficult. Thread blind fasteners always allow the pilot bit to extend more than half the diameter of the thread, making it difficult to tap the thread all the way to the bottom of the hole, and even more difficult to tap completely into the bottom of the hole with a thread blind fastener.
This necessitates the use of a machine change tap type. In order to accomplish this, you must ensure that the size of your finished part corresponds to the size of the off-the-shelf raw material.
Check your metal to ensure that cnc milling service matches the common dimensions provided by your metal supplier. This will ensure that your finished part matches the off-the-shelf raw material dimensions. Always leave three millimeters of space under the part to allow for the gripping of the part by instruments.
You should always leave at least one millimeter of space around your machined surfaces. By leaving at least one millimeter of space around your machined surfaces, you will always leave a machined surface that is pleasing to the eye. Is dimensionally accurate, if you want to make the part on the drawing. If you want to break a sharp edge on a part, simply point it out on the drawing.



Share this page with your family and friends.